フラッシング現象とは
フラッシング現象とは、粉体が大量の空気を含むことで液体のように流動化し、排出口などの粉の通り道から制御不能な状態で一気に流出する現象のことです。
フラッシングは粒子の大きさ(粒子径)と、空気の含みやすさ(保気性)によって発生リスクが異なります。
粒子が小さく(微粉体)なるほど、粒子間に空気が入り込みやすく、フラッシングの発生率は高い傾向にあります。
また、粉体をホッパーなどへ勢いよく投入すると、投入時に大量の空気が巻き込まれるため、流動化しやすくなります。
特に、小麦粉やトナーのような微粉体では、空気を含み保持しやすい性質を持つので、フラッシングを起こしやすく、正確な計量制御が困難になります。
一方で、プラスチックペレットのように粒子が大きく重い粉体では、粒子間の空気がすぐに抜けていくため、フラッシングは起こりません。
その他にも粉体の比重、含有水分、機器の排出機構などが影響します。
フラッシングの調べ方
4つの測定値を独自の換算表に当てはめて合計スコアを出し、
「非常にフラッシングしやすい(点数が高い)」~「全くフラッシングしない(点数が低い)」までランク付けを行います。
このデータによって、根拠のある機器選定やホッパー設計が可能になります。
崩壊角
(ほうかいかく)
空気を含んで崩れやすい粉体ほど、この角度は小さくなります。
差角
(さかく)
差角が大きい粉体ほど、フラッシングリスクは高いです。
分散度
(ぶんさんど)
分散度の割合が高いほど、フラッシングリスクは高いです。
流動性指数
(基本スコア)
判定する為の基礎データとして組み込まれます。
フラッシングの発生リスク
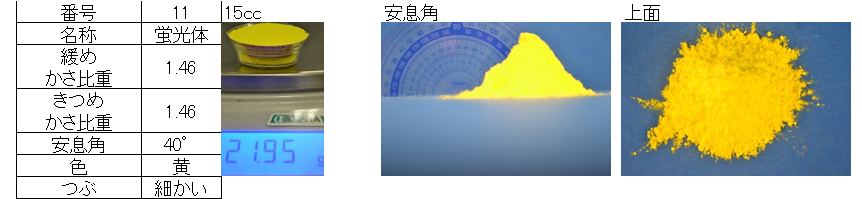
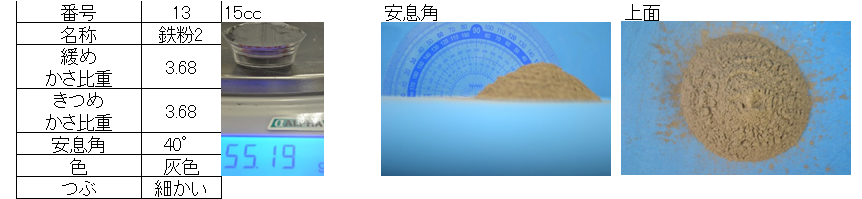
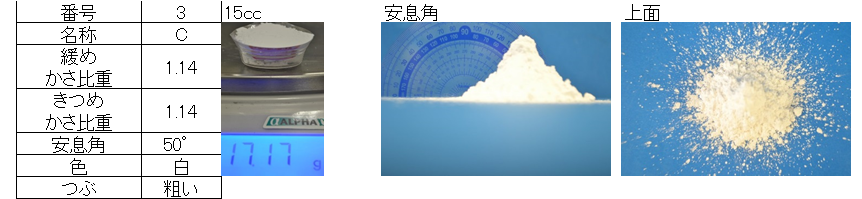
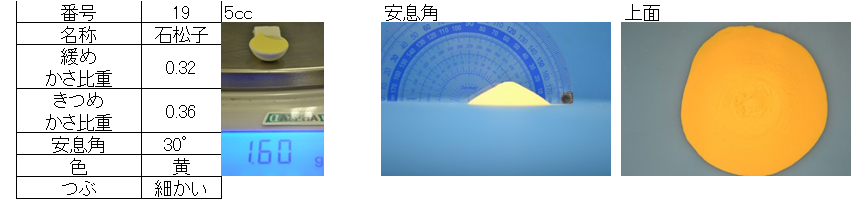
粉の性状(特性)
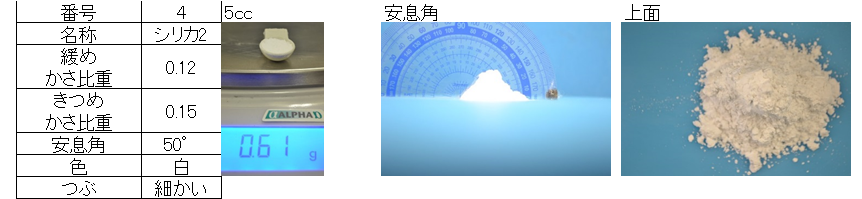
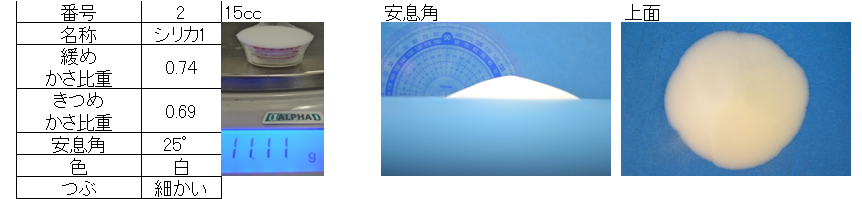
フラッシングの発生リスクは、粉体を一定の高さから落下させた際の「飛散の様子」からも簡易的に把握することができます。
フラッシングリスクが高い粉
フラッシングリスクが低い粉
フラッシングの対策・解決例
機械的な対策
- 空気を抜く(液状化を解除する)
ホッパー内で静置する時間(脱気時間)を設けるか、脱気フィルターなどで強制的に空気を抜く構造にする。 - 隙間を塞ぐ(物理的に切り出す)
隙間があるスクリューフィーダーではなく、ロータリーバルブなどの粉を密閉する機構を採用する。
制御的な対策
- 速度を切り替える(勢いを抑え込む)
目標重量の手前でフィーダーの速度を極限まで落としたり、小刻みに動かす動作(間欠運転)に自動で切り替えるプログラムにする。 - 待機時間を設ける(空気が抜けるのを待つ)
粉をホッパーへ補充した直後は排出を開始せず、空気が自然に抜けるまでの静置時間(脱気タイマー)をプログラム上で設ける。



